Le site des ophtalmologistes de France
Espace Encyclopédie
Encyclopédie de la vue


Fabrication des lentilles cornéennes flexibles
Fabrication des lentilles flexibles
 |
Nous remercions le laboratoire CibaVision (Novartis) pour nous avoir autorisé à présenter ces images extraites d'une de ses vidéos. Elles montrent la fabrication des lentilles flexibles traditionnelles.
|

 |
|
 1) Le palet de base subit un usinage pour obtenir le diamètre |
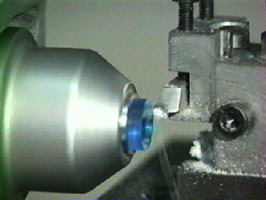
 2) La face interne est usinée en premier |
 3) Un polissage de 3 mn est réalisé |
 4) On vérifie la qualité de la face interne |
 5) Le palet est fixé sur un glantoir par une cire synthétique |
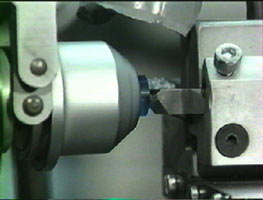
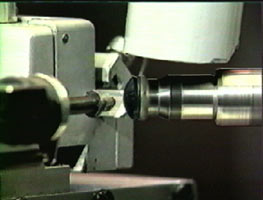 6) L'usinage de la face externe peut alors être fait |
 7) Le polissage de la face externe dure aussi 3 mn |
 8) Les bords sont polis |
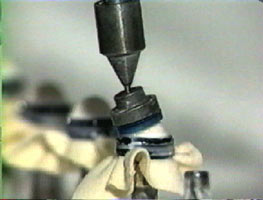
 9) Un contrôle optique vérifie la qualité |
 10) Après déglantage (lentille enlevée du support), nouvelle vérification |
![]()
Suivez nous sur...
![]()
SNOF
10 rue Schweighaeuser
CS 40028
67080 STRASBOURG Cedex
Tél. 03 88 35 01 09
Fax. 03 88 25 51 90